显控HMI+PLC在多工位冲压成型机的应用方案
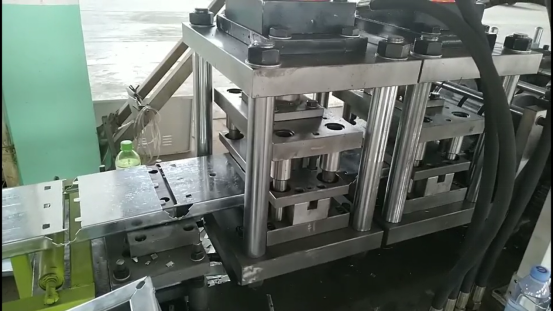
多工位冲压成型机,共由3部分组成,分别为上料段、冲切段、成型段,三段之间都有传感器,防止因产品不同,速度不均导致的料带供应不足或供应积料。
上料段:由传感器控制变频器,再控制电机转动送料。
冲切段:该段由一台2.3KW伺服电机驱动,共5个工位组成,两个工位打孔,两个工位切边框,一个工位裁剪。当所有产品出完以后,裁剪刀会裁剪,剩余料会倒退,回到送料的初始位置,方便下次开机。
成型段:该段由一台15KW伺服电机驱动,前部分由机构部分进行成型处理,后部分有3个工位,两个工位切方孔,一个工位切断。成型后的产品,切掉两个方孔后,再由切断工位,把每个产品之间切断,送到收料滑台。
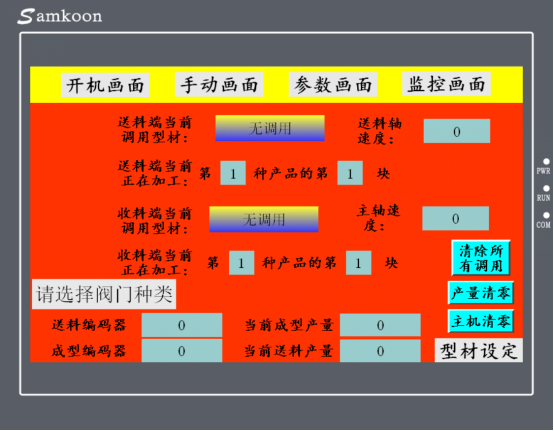
该设备可以生产为三种类型的产品,分别是防火阀、止回阀、调节阀,不同的阀,冲孔的种类不同,在触摸屏上可以选择制作哪种阀。每种阀的长度、宽度、冲孔位置不同,可以保存15种不同尺寸的配方,生产时可以同时最多选择8种尺寸,每种尺寸的产量可以自由设置。
系统构成:采用显控触摸屏和显控PLC作为主要控制元件,配合伺服系统、变频器、传感器、电磁阀、电机、外部按钮、机构件等配件。
1、 系统电源:采用DC24V电源
2、 触摸屏:EA-070B
3、 PLC:FGRS-C8X8T-4/4、A-E8X8T、FGR-E8X8T
4、 输入:23路数字量输入
5、 输出:20路数字量输出
6、 动力系统:2套伺服系统,1套变频器+电机
1、设备开机,进入主页面
2、设定伺服参数、距离参数、时间参数等各种参数
3、设定型材配方参数
4、选择生产阀门种类
5、调用配方,选择每种行程生产数量
6、模式切到自动运行,开始生产

上料段

冲切段
成型段
五、HMI主要控制画面




|